



Applications of Piston Rod Hardening Tempering
Pistons rods induction hardening tempering applications, doing 1 piece each time and doing 2 pieces each time.
Piston rods specification: diameter 18-22mm, length 350-500mm, heat-treating length 184-334mm.
Hardening depth: 1.0-1.3mm.
Material: S45C.
Piston rod hardening tempering system configurations
We have supplied several piston rod induction hardening tempering lines for some factories. And the complete induction hardening tempering system configuration is as below:
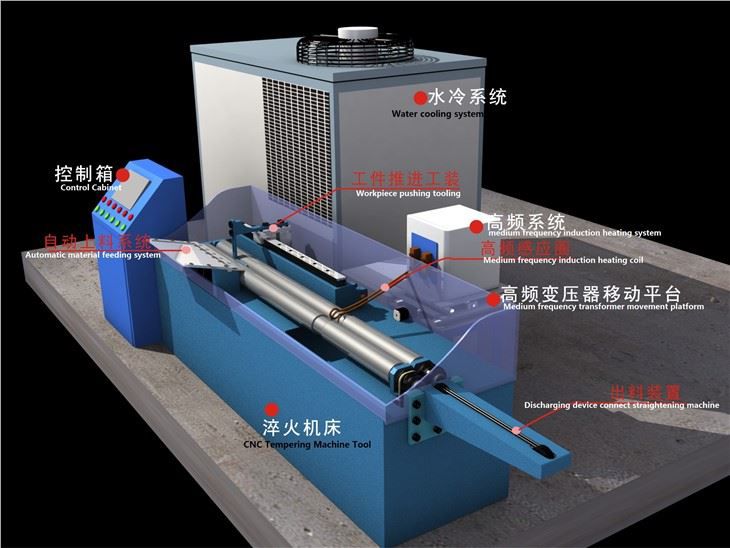
Horizontal CNC Induction Hardening Tempering Machine Tool
Digital IGBT high-frequency induction heating machine
Induction Heating Load System
Soften water circulation system
Induction hardening coil
Also this piston rod induction heat treating system we have supplied in an integrated induction heating system. Belong to custom induction heating systems can realize different heating production efficiency requests.
What is the piston rod hardening tempering process?
Process description: Automatic material load zone→Workpiece push transmission→ Tempering heating, cooling→ Material discharging zone connect to straightening machine.
For the detailed piston rod hardening tempering process, please contact us for more technical profiles.

Technical parameters Piston Rod Hardening Tempering System
No. | Item Name | Parameters |
1 | The main body of the production line | |
1.1 | Adapt to workpiece diameter range(mm) | Φ18~Φ22 |
1.2 | Adapt to the maximum length of the workpiece(mm) | 500 |
1.3 | Top servo moving distance(mm) | 700 |
1.4 | Workpiece rotation speed( r/min) | 20-100 Continuously adjustable |
1.5 | Central top working speed (mm/s) | 2-200 Adjustable |
1.6 | Workpiece moving positioning accuracy (mm) | <0.1 |
2 | Heating Power Supply:100KW/100KHZ | |
2.1 | Power Type | IGBT |
2.2 | Rated Power (kw) | 100 |
2.3 | Rated Frequency (kHz) | 100 |
3 | Load System | |
3.1 | Transformer two-dimensional (X / Z direction) manual distance adjustment: mm | ±30 |
Equipment acceptance
l Pre-assessment and acceptance: After the equipment is manufactured, the quantity, quality, and cold operation state of the equipment shall be checked and accepted in the supplier’s factory, which shall be regarded as the basis for the delivery of the equipment.
l The final acceptance:
After the equipment is finally debugged, it shall be carried out on the site of the demander, mainly for the acceptance of the overall operation status, process performance, and reliability of the equipment, which shall serve as the basis for the delivery and use of the equipment.









{kind=link}
{kind=link}